



4.3(3 امتیاز)
آموزش خمکاری ورق فلزی
در این مقاله به مباحثی در مورد اموزش خمکاری ورق فلزی میپردازیم
از ورق های فلزی در صنایع مختلف ساخت و ساز و تولید محصولات استفاده می شود که بعضی وقتها نیاز به خم کردن ورق های فولادی است

که به این عملیات ترمز پرس، فلینگ، خم شدن قالب، تاشو و لبه نیز می گویند. خم کردن ورق های فولادی به میزان کربن آن بستگی دارد که اگر
درصد کربن آن زیاد باشد خمکاری ورق به سختی انجام می شود و چنانچه درصد کربن به ۱.۲ برسد خمکاری ورق فولادی در حالت سرد و اگر
درصد کربن بیشتر باشد به حالت گرم خمکاری ورق فولادی انجام می شود. در این مقاله به شرح روش های مختلف خمکاری ورق فولادی به
شکل V، U، رول، چرخشی، خم شدن لبه و خم شدن مرحله ای خواهیم پرداخت که هر کدام از آنها مزایا و معایبی به همراه دارند.
انواع روش های خم کردن ورق فلزی
امکان خم کردن ورق های فولادی به روش های مختلف وجود دارد که همه آنها مزیت و مزایای خاص خود را دارند که باید با دقت، ظرافت و سادگی این کار انجام شود. البته همانطور که گفتیم قابلیت خمکاری ورق فولادی به میزان درصد کربن آن نیز بستگی دارد.
خم شدن v
به روشی گفته می شود که در آن از پانج، قالب برای ایجاد خم V شکل استفاده می شود که به سه صورت خمش پایین، خمش هوا و خمش سکه ای این کار انجام می شود.
۱-خمش پایین Bottom Bending
در این روش به راحتی با وارد آمدن فشار یا ضربه به سمت پایین از سمت دستگاه خمش ورق فولادی به شکل V خم می شود که به آن خمش پایین می گویند. در واقع در این روش امکان تماس مستقیم دستگاه پانچ روی ورق فولادی وجود دارد.
۲-خمش هوا Air Bending
برخلاف روش قبلی در این روش قطعات دستگاه خم ورق فولادی را لمس نمی کند و روی دو نقطه از قطعه کار مگنه خم کن پانج کار را انجام می دهد. البته مزیت این روش این است که دیگر نیازی به استفاده از قالب و ابزارهای جانبی نیست و البته اگر به دنبال این هستید که زاویه خمش دقیق باشد روش مناسبی نیست.
۳-خمش سکه ای coining
خمش coining در دروان قبل بسیار گسترده تر و قابلیت استفاده بیشتر را داشت. تقریبا تنها را بدست آوردن نتایج دقیق استفاده از این روش بود. در این روش خمکاری ورق فولادی با پانچ و قالب انجام می شود و علت نامگذاری خمش سکه ای به این دلیل است که خم کردن از وسط قطعه کار انجام می شود و باید نتایج دو طرف دقیقا مشابه هم باشد.
خم شدن U bending
با استفاده از یک پانچ و قالب U و اعمال فشار روی ورق فولادی به راحتی به شکل U خم خواهد شد.
خم رول Roll bending
دستگاهی به نام خم رول وجود دارد که ورقهای فولادی با آن خم می شود و از آنها برای ساخت انواع لوله یا مخروط به اشکال مختلف استفاده می شود.
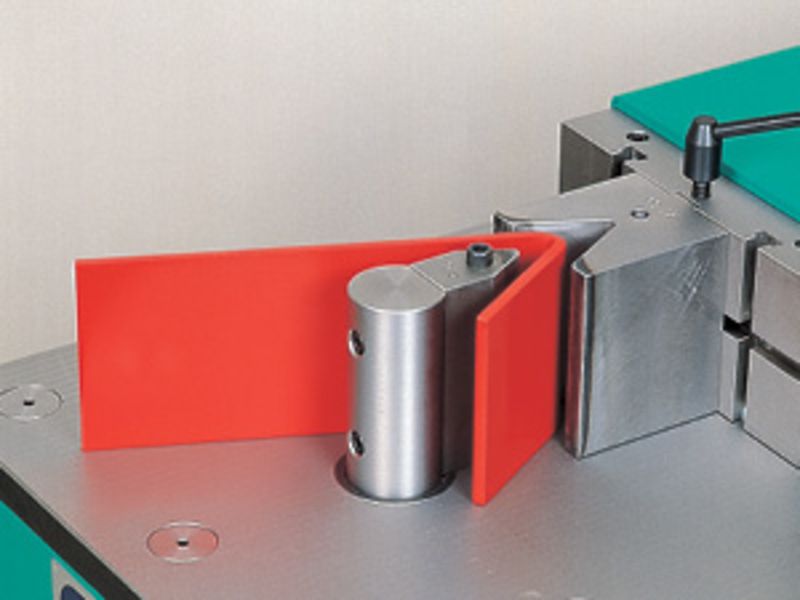
خم چرخشی Rotary Bending
با استفاده از دستگاه اتوماتیک امکان خم کردن ورق فولادی وجود دارد و نسبت به خمکاری V روشی عالی است چرا که هیچ گونه خراشی روی سطح ورق نمیفتد.
خم شدن مرحله ای Step bending
این روش را به نام دیگری یعنی خمش دست انداز می نامد و خمش به صورت تکراری و لحظه به لحظه V است و در نهایت عملیات با کیفیت بالا انجام می شود.
انواع دستگاه خم کاری ورق
- خم کاری مکانیکی
- خم کاری پنوماتیک
- خم کاری هیدرولیک
- خم کاری CNC
خم کاری مکانیکی
سرعت و دقت زیاد این نوع از خم کاری از مزایای اصلی می باشد. روش خم کاری و پرس ایمنی بالاتری دارند. در این خم کاری صفحات خم در
طول مدت بر روی لبه های بالایی قالب قرار می گیرد. شعاع خمش مورد نیاز به آلیاژ, عرض قالب و شعاع دستگاه بستگی دارد. در قسمت پایین عرض
شکاف قالب را می توان تنظیم کرد, میزان فشار طوری است که ورق کاملا بر روی قالب بنشیند. متداول ترین نوع خم کاری بر روی قالب V می باشد.
هنگام خم کاری قسمت بیرونی ورق کاملا کشیده و قسمت داخلی ورق فشرده می شود.

قالب V برای خمکاری
از جمله ویژگی های خم کاری با فشار به شرح زیر است:
خمکاری مکانیکی
خم کاری پنوماتیک
این خم کاری از یک کمپرسور برای ذخیره نیروی هوا استفاده می کند ورق مورد نظر را خم کند. در بیشتر مواقع از این روش برای کارهایی که نیاز به فشار زیاد نباشد استفاده می کنند. به طور کلی از این خمکاری برای قطعات کوچک ویا برای ورق ارزان استفاده می کنند.

خم کاری پنوماتیک
کمپرسور هوا در خم کاری پنوماتیک
خم کاری هیدرولیک
پرس هیدرولیک آخرین فناوری در زمینه خم کاری است. بیشتر از آن برای خم کاری ظریف استفاده می شود. این روش یکی از محبوبترین روش در خم کاری می باشد.

خم کاری هیدرولیک
خمکاری هیدرولیک
خم کاری CNC
ظرفیت این خم کاری حدود 180 تن است. این ماشین آلات بسیار دقیق بوده و میتواند فاصله بسیار کمی را خم کند.
خم کاری CNC بسیار دقیق
خمکاری CNC
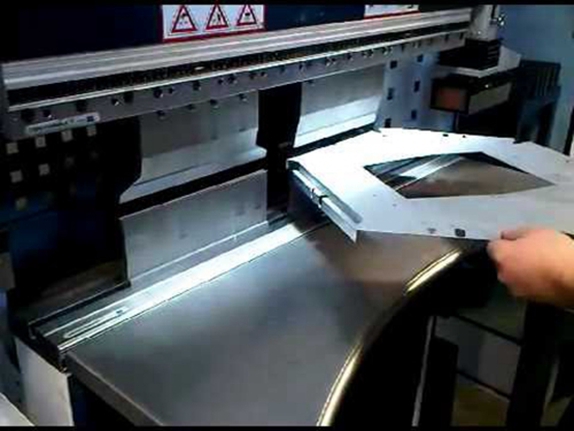
روش کارکرد دستگاه خم کاری ورق
منظور از خم کردن و شکل دهی ورق استفاده از دستگاه خم می باشد که دقیق ترین روش خم کاری با CNC است که بسیار دقیق و با انعطاف پذیری بالایی می باشد.
برای اینکه بتوان به طور دقیق عملیات خم کاری را انجام دهیم باید با برنامه کامپیوتری CAD دقت را بالا برد با این روش می توان فاصله بین محل برش و خمکاری را تعیین کرد برای اینکار باید ورق بین دستگاه پانچ و دستگاه قالب قرار بگیرد. دو طرف دستگاه پرس دارای دو ساختار C است که یک تیغه در قسمت فوقانی که روی تیغه بالایی متصل است و دستگاه تحتانی به میزکار متصل است .
انواع روش های خم ورق فلزی
- خم کردن توسط هوا
- خم کردن موضعی
- خم کردن منگنه ای یا ضربه ای
خم کردن ورق توسط هوا
در این روش قطعه کار با لبه قالب و نوک دستگاه پانچ در تماس است. سپس دستگاه پانچ با قدرت زیادی به سمت قالب V هدایت می شود. اما هیچ تماسی با انتهای قالب ندارد. در این روش خم کاری از ابزار کاری 30 و 98 و 108 درجه برای خم کاری استفاده می شود. از آنجایی که نوک دستگاه به درون قطعه کار نفوذ نمی کند زاویه داخلی به کمک ساختار V مانند قالب زیرین کنترل می شوند. نکته مثبتی که این خمکاری دارد این است که اپراتور در هنگام کار با ورق فلزی که ضخامت مشخصی دارد با تغییر قالب زیرین می توان میزان زاویه خم را کنترل کرد و میزان خطا را کنترل کرد. نکته ای که در خم کاری با هوا وجود دارد این است که نباید به علت خطای لبه از پرس برک و مکانیکی و قدیمی استفاده کرد زیرا هرچقدر هم خطا در حد چندهزارم باشد خم ظاهر مناسبی نخواهد داشت.

خم کردن ورق توسط هوا
خمکاری ورق ضربه ای
خم کاری ضربه ای در این روش قطعه کار بین قالب و دستگاه پانچ قرار می گیرد. سپس ورق تحت فشار حاصل از دستگاه و قرار گرفتن لبه بالایی دستگاه روی ورق شروع به خم شدن می کند. و به شکل قالب در می آید. انجام این کار نیاز به دستگاه پیچیده ای ندارد. این نوع خم کاری در مقایسه با خم کاری هوا توانایی و قدرت بالایی دارد. و در هر اینچ بیش از 50 تن انرژی وارد می کند. ولی در خم کاری با هوا حدود یک یا دو تن در اینچ انرژی وارد می کند. ابزار کار برای خم کردن ضربه ای باید بسیار قوی باشد.

خم کاری ضربه ای
خمکاری ورق موضعی
خم کاری موضعی شباهت زیادی به خم کاری با هوا و ضربه ای دارد. در این فرایند لبه قالب باید با قطعه کار مطابقت داشته باشد. در این روش قطعه کار روی قالب قرار می گیرد. سپس شعاع دستگاه پانچ تعیین می شود. و دستگاه با قدرت روی قطعه فلزی قرار می گیرد تا ساختار و شکل مورد نظر به دست بیایید.
سپس دستگاه پانچ برداشته می شود. و برای قالب گیری مجدد آماده خواهد شد. کار با خم کاری موضعی یک اپراتور باتجربه و با مهارت بالا می طلبد زیرا داشتن دانش لازم در زمینه ابزارکاری و فلزات و زمان بندی مراحل مختلف دانش کافی می طلبد.
