



4.7(3 امتیاز)
خمکاری ورق های اهنی
خمکاری ورق های اهنی
خمکاری ورق یکی از فرآیند های حیاتی در صنعت تولید می باشد. از این فرآیند برای تولید باکس های فلزی در صنایع الکترونیکی، الکتریکی، ساختمان،
دامداری، کشاورزی، غذایی و… استفاده می شود. این روش اساسی ترین روش و سریع ترین روش در تولید باکس های فلزی است.
همانند بقیه فرآیندهای شکل دهی فلزات، در فرایند خمکاری ورق نیز شکل ورق تغییر می کند، ولی حجم فلز بدون تغییر باقی می ماند. در برخی از موارد،
خمکاری ممکن است ضخامت ورق را کمی تغییر دهد. اما در بیشتر موارد این اتفاق رخ نداده و ضخمات ورق فلزی ثابت می ماند .
به طور کلی فرآیند خمکاری فلزات به نوع قطعه کار، ابعاد و ضخامت بستگی دارد. بعلاوه پارامترهایی همچون سایز خم، شعاع خم، زاویه خم، انحنای خم و
مکان خم بر روی قطعه کار در خمکاری بستگی دارد.
نکته مهمی که در خمکاری بایستی توجه داشت آن است که خواص ماده در خمکاری بسیار حائز اهمیت است. در برخی از موارد خمکاری سرد و در برخی از
موارد خمکاری در دمای کاری گرم انجام می گردد.
اگر ورق فلزی مقدار کربنی بیش از ۱.۲ درصد داشته باشند، قابلیت خمکاری این ورق ها کاهش یافته و برای خم کردن، باید ابتدا آن ها را گرم نمود. معمولا
ورق های غیر آهنی را به جز ورق روی و ورق آلومینیوم در حالت سرد خمکاری می کنند.
خمکاری ورق با دستگاه خمCNC
خمکاری فلزات به روش کنترل عددی با کامپیوتر یا همان سی ان سی cnc، یک فرآیند ساخت محسوب میشود که این فرآیند با دستگاههای پرس برک cnc انجام میشود.
این دستگاهها عملیات خمکاری را به ضخامت تنها چند میلیمتر تا قطعاتی به طول ۱۰ها متر بر روی ورق های فلزی انجام میدهند. دستگاه پرس برک سی ان سی به
دو صورت میباشد که با اصطلاح داون فرمینگ و آپ فرمینگ شناخته میشوند. ورق فلزی حاصل از هر دوی این روشها یکسان بوده و در هیچکدام از روشها، از
نظر طرح و نوع قطعهای که کار میشود، محدودیتی وجود ندارد. یکی از مزایای خمCNC افزایش دقت در محل خمکاری و کاهش خطاهای نصب و مونتاژ قطعات
می باشد. همچنین در اکثر مواقع مشکل اساسی برگشت فنری را نیز می توان با خمکاری با دستگاه های پیشرفته برطرف نمود.
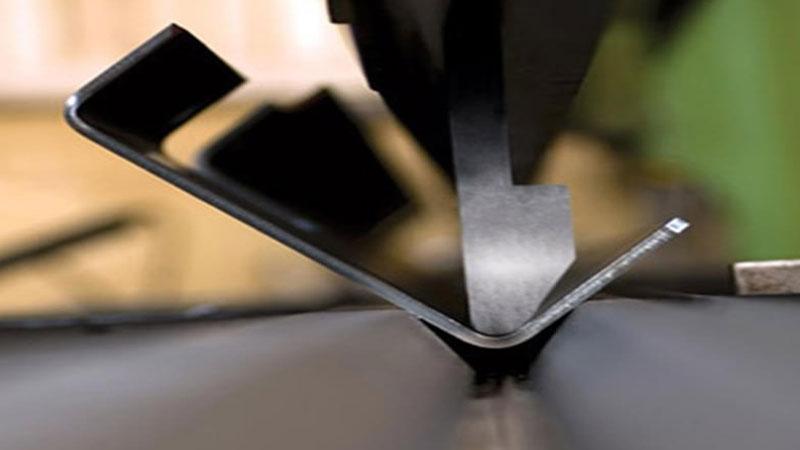
هر دستگاه خمکاری شامل یک ابزار بالا (پانچ) و یک ابزار پایین (سنبه) میباشد که ورق فلزی بین این دو ابزار قرار گرفته و به وسیله اعمال فشار صفحات سنگینی ثابت نگه داشته میشود. به طور معمول مقدار فشار این صفحات و پانچ جداگانه کنترل میشود.
در واقع، در کارگاه خمکاری ورق، انواع ورق با قرار گرفتن بر روی قطعهای توخالی مانند سمبه و وارد کردن فشار از طرف بالا ( پایین آمدن ابزار فولادی و سنگین پانچ)
ورق را در اشکال مختلف شکل میدهند. زاویه خم نیز با توجه به عمق نیروی اعمالی بر روی ورق تعیین میگردد. این عمق به طور دقیق برای رسیدن به زاویه مورد
نظر کنترل میشود. به عبارتی دیگر ، زاویه خم شدن ورق بستگی به میزان فشار وارد شده توسط پانچ دارد. بنابراین تنظیم میزان فشار پانچ پرس برک باید با دقت انجام شود.
شکل نهایی ورق خم شده نیز بستگی به شکل سنبه و پانچ دارد. ممکن است ورق فلزی پس از خمکاری نیاز به پرداخت داشته باشد که توسط دستگاههای مخصوص انجام خواهد شد یا ممکن است لبههای کار به وسیله پرس برک پانچ شوند تا نیاز کمتری به پرداخت داشته باشیم.
خم کاری چیست؟
خمکاری ورقهای فلزی چیست؟ هنگامی که قطعه تحت فرآیند خم کاری قرار میگیرد، قسمتهای داخلی ورق در منطقه خم تحت فشار و قسمتهای بیرونی تحت کشش قرار میگیرند. وجود کشش و فشار در دو سطح ورق منجر به بوجود آمدن برگشت فنری در منطقه خم میشود.
خمکاری ورقهای فلزی یکی از عملیاتهای بسیار پرکاربرد در صنعت است و برای مقاصد گوناگونی چون ساخت باکس فلزی در صنعت الکترونیک، ساختمان سازی، دامداری و کشاورزی، کشتی سازی، کارخانجات و… استفاده میگردد.
خمکاری ورقهای فلزی عملی مکانیکی است که در آن به ورق فشار وارد شده و باعث خمش و زاویه دار شدن آن میشود. خمکاری ورقهای فلزی روشهای گوناگونی دارد که با توجه به مواردی چون جنس ورق، ضخامت آن، طرح مورد نظر برای خم کردن و میزان خمش، باید روش مناسب را انتخاب کرد. همچنین با توجه به جنس ورق فلزی باید مشخص کرد که خمکاری ورقهای فلزی به صورت گرم اجرا شود یا به صورت سرد در دمای پایین انجام گیرد. این موضوع را تحت عنوان قابلیت خمکاری بررسی میکنیم.
دستگاه خمکاری ورق
دستگاه خمکن دستی
این دستگاه برای خمهای گوشه دار و آنهائی که دارای انحناء محدودی میباشند بکار می رود. این دستگاه دارای پایهای است که فک زیرین بر روی آن سوار شده است. فک روئی به کمک مکانیزم پیچ و مهره قابل حرکت بوده و بوسیله آن میتوان ورق را بین دو فک محکم نمود. فک دیگری بنام فک خم کننده وجود دارد که حول محوری بصورت شعاعی قابل حرکت بوده و بوسیله آن میتوان ورقی را که قبلاً بین فکهای روئی و زیرین محکم شده است خم نمود.
ماشین خمکن برقی
ماشینهای خم کن برقی نسبت به ماشینهای خم کن ساده دستی دارای کارآیی خوب و مؤثرتری هستند و به طول یک تا ۶ متر ساخته میشوند.
اجزای ماشینهای خمکن برقی:
- – موتور الکتریکی و جعبه دنده معکوس کننده دور؛
- – فک بالای دستگاه و وابستههای آن که حرکت خود را از الکترو موتوری که در قسمت پایه سمت راست نصب شده است، میگیرد
- – صفحه گردان و وابستههای آن که نیروی خود را برای خمکاری از الکترو موتور میگیرد
- – تجهیزات تبدیل و انتقال نیرو؛ این تجهیزات تبدیل نیرو و انتقال آن را به قسمتهای متحرک ماشین امکانپذیر میسازد و معمولاً در پایههای دستگاهها جاسازی میشوند
- – جعبه فرمان مجهز به کلیدهای روشن و خاموش موتور و کلید فرمان توقف دقیق تیغهها به هنگام خمکاری که روی دستگاه نصب شده است.
تذکر : از جمله دستگاه های دیگری که برای خم کردن ورق های فلزی مورد استفاده قرار می گیرند دستگاه های پرس خم هستند از جمله دستگاه های پرس خم مکانیکی و دستگاه های پرس خم هیدرولیکی
دستگاه خم پرس برک
پرکاربردترین دستگاه در زمینه خم هایی با زاویه مشخص و در مواردی منحنی است که فرآیند خم را با استفاده از قالب های تحتانی و فک فوقانی مطابق با آن و نیز فشار وارده انجام می دهد . ابعاد و ضخامت ورق های قابل خم توسط دستگاه پرس برک ، به طول فک و نیز توان فشاری آن بستگی دارد . دستگاه پرس برک در مدل های مختلف ؛ دستی ، هیدرولیک و سی ان سی تولید و مورد استفاده قرار میگیرند .
خمکاری سی ان سی CNC
خمکاری انواع ورق، خم ورقهای فلزی، خم کردن لوله و دیگر متریال های صنعتی، امروزه با پیشرفت صنعت و مدرنیته توسط دستگاه های پرس CNC که دستگاه های حجیم و پر قدرت می باشند، صورت می گیرد. دستگاه های پرس سی ان سی با توجه به ریل قرار گیری در بدنه جلویی دستگاه و سمبه های تعویضی که توسط اوپراتور و برای هر نوع خم و زاویه ای موجود است عملیات خم ورق را انجام می دهند.
بررسی نوع و خمکاری ورق های مختلف (استیل، آلومینیوم، گالوانیزه)
خمکاری ورق استیل
گونهای از مقاطع فلزی که از فلز خالص استیل تشکیل شده از عنصرهای فلزی مختلف تولید میشود. نام دیگر ورق های استیل، فولاد زنگ نزن یا استینلس استیل است. ورقها به دو دسته تقسیم میشوند. دسته اول ورقهای استیلی که توسط آهنربا جذب میشوند و دسته دوم ورقهایی که توسط آهنربا جذب نمیشوند که از دسته اول گرانتر هستند و کاربردهای فراوانی هم در صنعت دارند. در صنعت ورقهای استیل را به صورت آلیاژی دسته بندی میکنند که عبارتند از: ورق استیل ۳۰۴، ۴۳۰، ۴۲۰، ۳۰۹، ۳۱۰، ۳۱۶، ۲۰۱، ورق استیل رنگی، ورق استیل طرحدار و… هر چه میزان عنصر کروم در ساخت استیل بیشتر باشد میزان ضدزنگ بودن آن بیشتر است.
خمکاری ورق ورق آلومینیوم
ورق آلومینیوم، کاربردهای زیادی در زندگی روزمره ما دارند. قابلیت انعطاف و خاصیت کششی بالای آن باعث شده است در صنعت الکترونیک و باکس های آلومینیومی، یخچال سازی،صنعت و ساختمان و برای اکثر کاربردهای صنعتی به کار گرفته میشوند.
خیلی چیزها در اطراف ما از ورق آلومینیوم ساخته شده است. یکی از دلایل این مسئله آن است که وقتی با خمکاری ورق این متریال را به هر شکلی خم میکند، استحکام آن را به خطر نمی اندازد و ضخامت ان تغیر نمی کند و اتصالات موکولی داخل ورق ها، حتی با وجود تمام مراحل خمکاری ورق، پانچ cnc، شکل دهی و سایر مراحل نیز شکسته نمی شوند.
با استفاده از پرس های خمشی، ورق آلومینیوم رنگی صاف را زاویه دار می کنند. متداول ترین خم عبارتند از خمش های V میباشد. استفاده از ورق آلومینیومی که آلیاژ آن سخت نباشد علاوه بر داشتن ویژگی خم شدن می تواند به راحتی شکل پذیرد. برخی از آلیاژهای آلومینیوم در برابر دما و همچنین خم شدن مناسب تر هستند. روند خمکاری ورق آلومینیوم روشی مقرون به صرفه و راحت برای شکل دادن به آلومینیوم است. به این ترتیب شما امکان طراحی های بیشتر و عملکردهای یکپارچه و تولید اشکال هندسی پیچیده تر را خواهید داشت.
خمکاری ورق گالوانیزه
از ورق گالوانیزه در تولید لوازم آشپزخانه، گلخانهها، شیروانی منازل، کانال کولر، لولههای بخاری و پوششدهیهای بیرونی ساختمان ( به دلیل سطح مناسب ) و یا هر جای دیگری که امکان زنگ خوردگی وجود دارد استفاده میکنند.
ورق گالوانیزه مزیتهای زیادی بخصوص در ساختوساز دارد. مثلا اگر ورقهای گالوانیزه در محیطهایی که میزان خوردگی بالایی دارند مورد استفاده قرار گیرند بین ۲۰ تا ۳۰ سال عمر میکنند.
پوششهایی که از طریق گالوانیزاسیون تشکیل میشوند به دلیل استفاده از ساختار ویژه مقاومت بالایی در برابر زنگزدگی و اصطحکاک دارند.
خمکاری ورق های گالوانیزه با ضخامت های مختلف نیز با استفاده از پرس برک (متناسب با ضخامت ورق ) انجام می شود.
نورد ورق
فرایند نورد یک فرایند کاهش ضخامت و افزایش طول است بدون اینکه در عرض ماده تغییری ایجاد شود. فرایند نورد به ۲ صورت سرد و گرم انجام میشود. در این فرایند اکثر فلزات انعطافپذیر مانند: فولاد کمکربن، فولاد آلیاژی، فولاد ضدزنگ، آلیاژهای آلومینیم، آلیاژهای مس و آلیاژهای منیزیوم تولید میشوند.
نورد گرم ورق
در نورد گرم فلز از بین دو غلتک که فاصله ی بین آنها اندکی کمتر از ضخامت فلز ورودی و خلاف جهت یکدیگر چرخانده می شوند عبور داده می شود. به دلیل بیشتر بودن سرعت چرخش غلتک ها از ریلی که فلز روی آن قرار دارد، اصطکاک بین غلتک و فلز موجب به جلو راندن فلز شده و طول آن را افزایش و ضخامت آن را کاهش می دهد. مقدار کم شدن ضخامت در طی نورد بستگی به میزان اصطکاک بین غلتک و سطح فلز دارد به نحوی که برای تغییر شکل زیاد غلتک ها به جای حرکت ماده روی آن می لغزند.
در نورد گرم کنترل دما امری مهم می باشد به همین منظور ابتدا بهتر است دمای فلز را به صورت یکنواخت تا مقدار معینی بالا برده شود . فرایند نورد نیازمند گرم نگه داشتن قطعه در حرارت معین برای زمان طولانی است اگر دمای قطعه یکنواخت نباشد، تغییر شکل ایجاد شده نیز غیر یک نواخت است.
نورد سرد ورق
ورق هایی که از طریق نورد گرم با حداقل ضخامت تولید می شوند روی آنها پس از اسید شویی، عمل کاهش ضخامت و یا تغییر شکل از طریق فرایند نورد سرد انجام می پذیرد.
هدف از نورد سرد کاهش ضخامت ورق تحت فشار بسیار بالا می باشد.
از کاربرد دیگر نورد سرد می توان به صاف کردن ورق ها اشاره کرد بدین صورت که از این طریق غلتکی که شامل دو دسته غلتک با قطر کم است انحنا ورق را که در فرایند قبل بوجود آمده را برطرف می نماید و با بیرون آمدن از غلتک صاف می شود.
قیمت خمکاری ورق
قیمت خمکاری ورق های فلزی بسته به جنس، حجم و نوع فلز و همچنین نحوه خمکاری (با توجه به روشها و ماشین آلات مختلف) متفاوت است و باید در این خصوص به مشاورین و متخصصین این کار مراجعه کنیم.
